首頁 > 製程技術
3D代印製程介紹  3D列印最主要在於提供STL圖檔後的分析,專業的圖檔分析減少列印
3D列印最主要在於提供STL圖檔後的分析,專業的圖檔分析減少列印
失敗及縮短列印時間,以達到客人最終需要呈現的效果。
主要製程說明如下 立即訂製 若有圖檔請傳至信箱或Line
技術介紹 
-

SLA ( Stereo Lithography Apparatus ) 光固化技術
此製程是以光敏樹脂(類ABS)為原料,有一般材質及有強度韌性的高韌性材質,通過計算控制紫外光(UV)雷射(355nm~405nm)光束(75um~800um)對液態表面進行每一層(50um~250um)固化而成型表面精細光滑,升降台下降一個層厚的距離再進行固化,最後升出液體樹脂表面取出工件,透過精細研磨可以上色噴漆、電鍍等處理得到需求最終產品,減少了補土製程提升效率。
孔徑建議最小直徑在 0.5mm 以上 結構的厚薄度建在 1.5mm 以上 每層最低層高 50um~250um
-

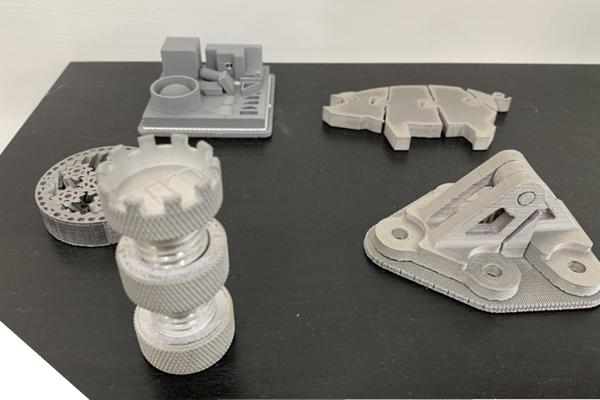
( SLM ) SLM金屬列印技術
選擇性雷射燒結(Selective Laser Melting),粉末材料在雷射下高溫燒結,通過程式控制光源定位裝置實現精確定位,然後逐層燒結堆積成型,SLS設備列印材料主要有:尼龍、尼龍玻纖。 金屬:鈦合金(TC4)/ 不銹鋼(316L)/模具鋼(1.2709)/鋁合金(AlSi10Mg)等…
1、螺紋建議後製攻牙處理(含內、外螺紋) 2、元件厚度需大於0.5mm 3、主要優勢為結構覆雜件 4、列印精度+-0.15~0.2mm 5、表面精糙度約Ra7左右
-

SLS粉末燒結
利用產品特性做雷射燒結 每一層粉末同時噴射熔劑,同時噴射一種用於第理特殊材料,以保證物件表面的精細度,最後還需要燒結然後成型,表面像噴砂效果。
-

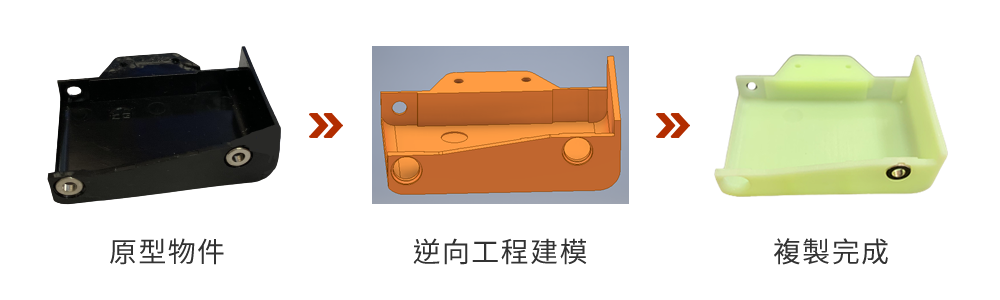
( RE ) 逆向工程建模技術
逆向工程(又稱反向工程)RE是一種技術過程,即對一項標的產品進行逆向分析及研究,從而演繹並得出該產品的處理流程、組織結構、功能效能規格等設計要素,以製作出功能相近,但又不完全一樣的產品。逆向工程源於商業及軍事領域中的硬體分析。其主要目的是,在不能輕易獲得必要的生產訊息下,直接從成品的分析,推匯出產品的設計原理。 透過3D實體掃描,還原原型物件建模,因為列印件需要有STL圖檔經由切片軟體生成G-CODE檔案,才可以3D立體成型
-

FDM ( Fused deposition modeling ) 熱熔成型技術
FDM3D列印技術起源於美國,屬於快速成形技術之一,利用微積分來計算出精密的面積與體積,通過逐層堆疊累積的方式來構造物體的技術。 FDM即為熱熔成型堆疊製程,FDM製程仍有一些優勢,例如一次可以雙色列印,FDM也可以有易拆支撐,讓支撐可以容易拆除不損壞本體,所以FDM也是目前列印的主流之一。 FDM製程的優勢能夠快速成型,縮短交期,且無需太多的後製。
FDM的3D列印技術為加法製造,傳統CNC為減法製造,FDM的3D列印克服傳統CNC製作之空間死角等限制,可製作出幾何複雜簍空物件。 -

( Casting ) 3D列印鑄造技術
取代傳統開模鑄造製程,與金屬列印SLM製程稍有不同,本製程是以3D列印件成型,減少開模成本及直接成型蠟模有其降低成本的優勢。
依據經驗抓取列印件收縮量及材質選用都為技術的一環 常用材料:不銹鋼(SUS304)孔徑建議最小直徑在 0.5mm 以上 結構的厚薄度建在 1.5mm 以上 每層最低層高 50um~250um
流程說明1、以3D列印件成型(不需開模)
2、沾漿
3、澆鑄 4、切割
5、熱處理
6、成型 -
( BMD ) 金屬列印技術
BMD是藉由高度受控製程層層擠出黏合式金屬棒,藉此製作零件的形狀,一般主要材質為不銹鋼316。 列印精度+-0.15~0.2mm
列印後會經由燒結及噴砂
-
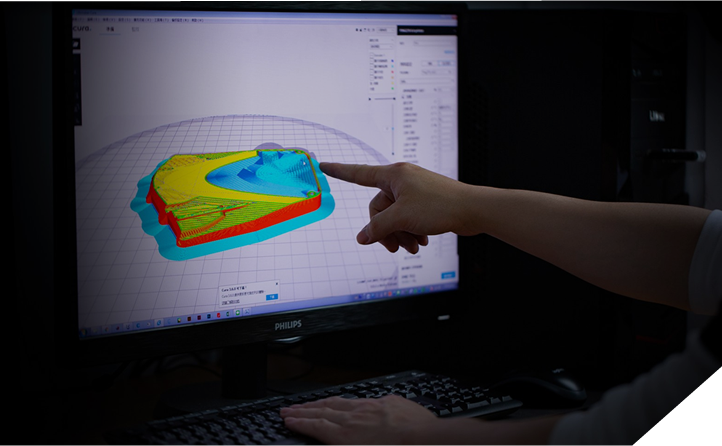
切片圖檔分析 估算列印時間、重量及物件難易度

-

放印 設定所需參數

-

除支撐 拆除支撐

-

研磨 粗部研磨達到美觀細緻

-

接合 專業工業接著劑
